新浪微博
新浪微博 騰訊微博
騰訊微博械設(shè)備有限公司")

械")
焊接平臺設(shè)計夾具體是需要哪些要求?
焊接平臺設(shè)計夾具體時應(yīng)滿足以下基本要求,。
1.具有足夠的強(qiáng)度和剛度,。
2.結(jié)構(gòu)簡單、輕便,,保證強(qiáng)度和剛度前提下結(jié)構(gòu)盡可能簡單緊湊,,體積小、質(zhì)量輕和便于工件裝卸,。
3.安裝穩(wěn)定牢靠,。
4.結(jié)構(gòu)的工藝性好,便于制造,、裝配和檢驗
5.尺寸要穩(wěn)定且具有一定精度。
6.清理方便,。夾具體毛坯制造方法的選擇
計夾具")
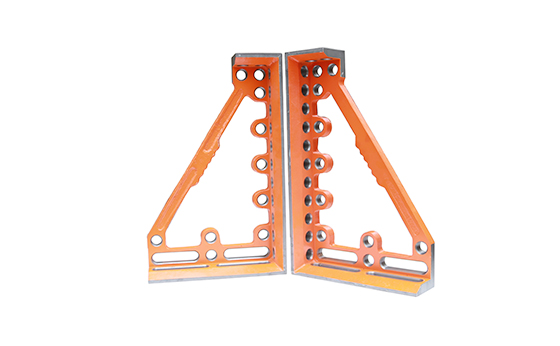
綜合考慮結(jié)構(gòu)合理性,、工藝性,、經(jīng)濟(jì)型、標(biāo)準(zhǔn)化以及各種夾具體的優(yōu)缺點等,,選擇夾具體毛坯制造方法為鑄造夾具體,;夾具體的外形尺寸繪制夾具總圖時,根據(jù)工件,、定位元件,、夾緊裝置及其輔助機(jī)構(gòu)在總體上的配置,夾具體的外形尺寸便已大體確定,。然后進(jìn)行造型設(shè)計,,再根據(jù)強(qiáng)度和剛度要求選擇斷面的結(jié)構(gòu)形狀和壁厚尺寸。
夾具體的壁厚20mm長度326mm寬度128mm根據(jù)設(shè)計要求,,夾具體上設(shè)計有螺孔,、銷孔,并且要求定位定位器和夾緊器的銷孔在裝配時配作,。定位方式及元器件選擇 定位器的作用是要使工件在夾具中具有準(zhǔn)確和確定不便的位置,,保證加工要求的情況下,限制足夠的自由度,。
工件的定位原理 自由物體在空間直角坐標(biāo)系中有六個自由度,,即沿OX,焊接工裝夾具及其在生產(chǎn)中的運用 焊接工裝夾具 是將焊件準(zhǔn)確定位和 夾緊。OY,OZ三個軸向的平動自由度和三個繞軸的轉(zhuǎn)動自由度,。要使工件在夾具體中具有準(zhǔn)確和確定不變的位置,,則限制六個自由度。工件的六個自由度均被限制的定位叫做完全定位,;
工件被限制的自由度少于六個,,但仍然能保證加工要求的定位叫不完全定位。焊接生產(chǎn)中,,為了調(diào)整和控制不可避免產(chǎn)生的焊接應(yīng)力和變形,,有些自由度是不必要限制的故可采用不完全定位的方法。焊接夾具設(shè)計中,,按加工要求應(yīng)限制的自由度而沒有被限制的欠定位是不允許的而選用兩個或 多的支撐點限制一個自由度的方法稱為過定位,,過定位容易位置變動,夾緊時造成工件或定位元件的變形,,影響工件的定位精度,,過定位也屬于不合理設(shè)計。
1.以工件的平面為基準(zhǔn)進(jìn)行定位時,,常采用擋鐵,、支撐釘進(jìn)行定位
2.工件以圓孔內(nèi)表面為基準(zhǔn)進(jìn)行定位時常采用銷定位器
3.工件以圓柱外表面為基準(zhǔn)進(jìn)行定位時常采用V形鐵定位器
4.利用以定位工件的輪廓對被定位工件進(jìn)行定位可采用樣板定位器
夾緊方式及元器件選擇 夾緊機(jī)構(gòu)的三要素是夾緊力方向的確定、夾緊力作用點的確定,、夾緊力大小的確定,。
對夾緊機(jī)構(gòu)的基本要求如下:
1.夾緊作用準(zhǔn)確,,處于夾緊狀態(tài)時應(yīng)能保持自鎖,保證夾緊定位的 ,。
2.夾緊動作迅速,,操作方便省力,夾緊時不應(yīng)損害零件表面質(zhì)量
3.夾緊件應(yīng)具備一定的剛性和強(qiáng)度,,夾緊作用力應(yīng)是可調(diào)節(jié)的
4.結(jié)構(gòu)力求簡單,,便于制造和維修